TBT TIEFBOHRTECHNIK
Deep hole drilling system
TBT is focused on the production of deep hole drills, offering standard or customized solutions, in particular:
- High performance precision drilling
- Plunge process for reduced drilling depths
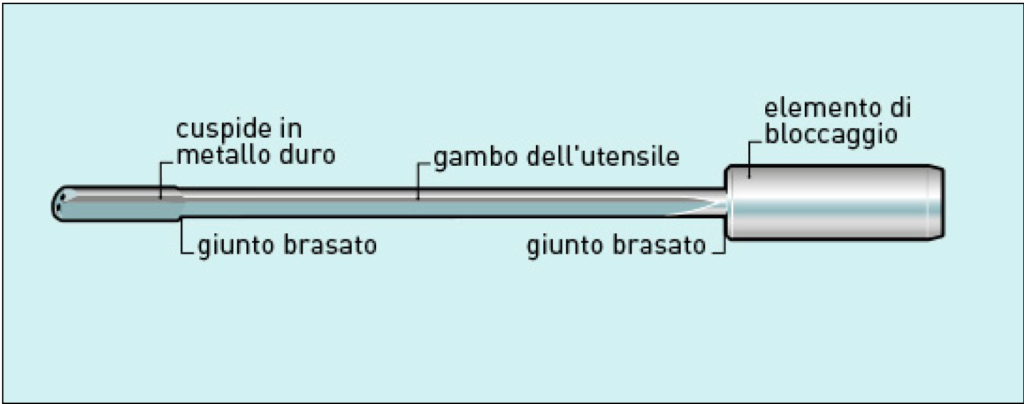
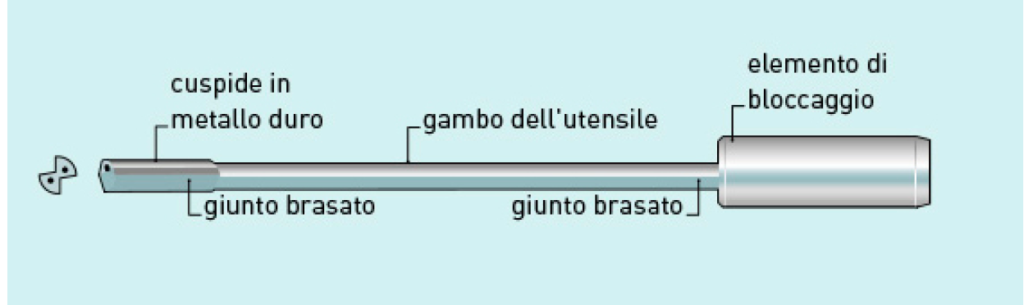
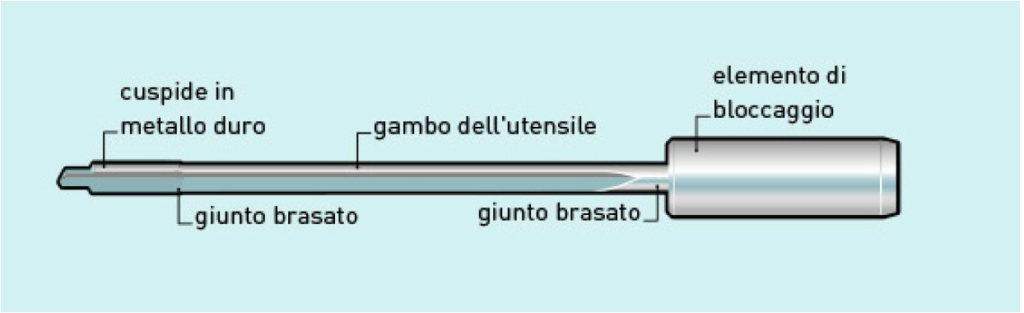
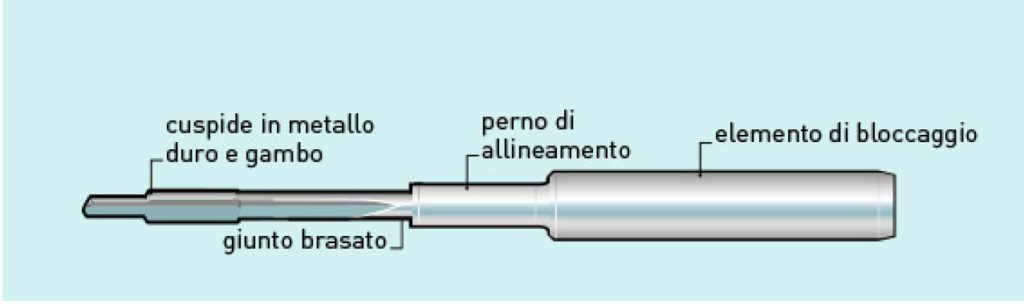
- Single-edged deep hole drills with brazed tip
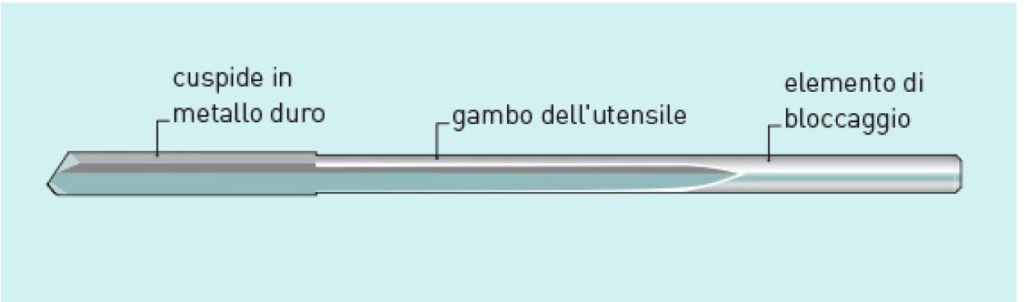
- Solid carbide single-edged drill bit
- Inserts for a single-edged drill
- Single-edged drills in high speed version
- Double-edged deep hole drills
- Single-edged stepped drills
- Solid carbide single-edged stepped drills

HIGH PERFORMANCE PRECISION DRILLING
TBT has permeated and decisively developed deep drilling technology. In the high-performance precision drilling sector, the single-edged gun drill has established itself thanks to the diameter tolerances achievable, the surface qualities as well as the reduced level of runout. In many applications the principle of deep drilling therefore allows both drilling and reaming to be carried out in a single operation, making use of extremely reliable processes.
However, deep drilling is not the only process required. The single-edged gun bit combines high drilling precision with high performance and is therefore the ideal tool also for fields of application requiring the execution of short and precise holes.
Single-edged gun drills are tools with one cutting edge. In the initial drilling phase they are guided through a guide bush. The drills are used not only in deep drilling machines but also in other systems, such as in machining centers or automatic lathes. The coolant supplied by the machine reaches the cutting edge passing through the inside of the tool. The pressurized coolant cools and lubricates the tip and also expels chips from the hole.
Deep drilling is therefore a highly performing and efficient process and guarantees high drilling precision.
TBT single-edged gun drills are made for any drilling diameter (in 1/1000 mm increments) from 0.7 mm up to well over 50 mm and for overall lengths that can reach up to approximately 6000 mm.
TBT tools are developed and manufactured taking into consideration the material to be drilled, the machine you use and the specific drilling conditions. Always optimal solutions: tools for standard holes or for enlarging existing holes, stepped tools for producing precise step drillings with minimum eccentricity, special tools for particular drilling bases, versions with or without coating or with cutting edges diamond tools suitable to meet the highest demands.
Single-edged tools for solid holes are used for diameters from 0.7 mm up to 50 mm. The plunge process does not involve the use of steady rests, so the maximum drilling depth is limited to 160 mm.
This process is particularly suitable for making short holes. Tools with a diameter of less than 2 mm are made entirely of carbide. For the diameter range between 2 and 12 mm and not excessively deep holes, solid carbide tools are increasingly used.
The sealing to the machine spindle is achieved via the immersion sleeve/mandrel.
The supply of the coolant occurs through one or more holes (or kidneys) inside the tool. The mixture of chips and coolant is evacuated through a longitudinal groove (rib) on the outside of the tool shank.
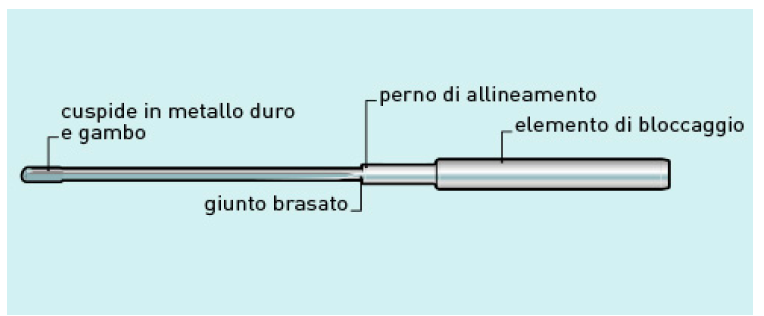
The cutting edge extends over the radius of the hole to be drilled. The tool consists of the head, the grooved shank and the locking element (sleeve). The "classic" single-edged gun drill is equipped with a solid carbide tip on which the cutting edge and guide shoes are made.
single-edged deep hole drills
with brazed tip
Diameter range
Length
Tool length
Coolant requirements
Filter efficiency
Viscosity
1,9 – 50,0 mm
up to 6000 mm
40 – 50 x D
deep drilling oil
10-20 µm
Ø 1,9 – 50 mm = 10-20 mm2/s
SINGLE-CUTTED DRILLS WITH INSERTS
Main features:
• High efficiency and economy thanks to the geometry of the cutting edges designed for optimal chip management;
• Short downtime thanks to the quick change of worn components directly on the mounted tool;
• Easy to use, no resharpening, no length adjustment, easy storage of consumables (inserts and skates);
• Long life thanks to the coating and preparation of the cutting edges
• Rapid availability thanks to warehouse management of consumables (pads and inserts);
Availability of tips and wear materials
• Range of diameters: from Ø 12.00 to 28.00 mm
• Coated inserts and guide pads;
• Complete diameter range coverage with only 6 insert sizes;
• Tip diameters available in 0.1mm increments;
• Precision adjustment with thicknesses from 0.1 to 0.2 mm (in 0.02 mm increments);
SINGLE-CUTTED CANNON TIP IN HIGH SPEED VERSION
Thanks to the innovative high-speed cutting geometry conceived by TBT, the precision grinding of the tool surfaces and the coatings made extremely smooth through our top-finishing technique, feed speeds up to 5 times higher than conventional drills are achieved single-edged cannon in solid carbide. Upon request, we will also be happy to send you further information.
DOUBLE BLADE CANNON TIP
SINGLE-CUT STEPPED TIP
This bit allows the creation of different drilling diameters in a single operation and guarantees compliance with the maximum coaxiality and concentricity requirements.
SINGLE-CUT STEPPED TIP IN SOLID CARBIDE
This bit allows the creation of different drilling diameters in a single operation and guarantees compliance with the maximum coaxiality and concentricity requirements.
Accessories

Machining accessories, guide bush

Processing accessories, compass holder

Processing accessories, sealing disc
